
Electric and pneumatic actuators for pipeline valves: It seems that the two types of actuators are quite different, and the choice needs to be made according to the power source available on the installation site. But in fact this view is biased. In addition to the main and obvious differences, they also have a number of less obvious unique features.
Electric and pneumatic actuators are the two most commonly used drive mechanisms in automation systems. Usually, the selection decision of the actuator is made in the basic design stage, and will be used until the end of the life cycle after installation.
When choosing the power type of the actuator, people often do not consider the parameters of the process medium in the pipeline, but only pay attention to the internal reference materials of the designer, the power supply situation, or whether the site can supply a large amount of prefabricated gas.
However, in the course of operation, it is often found that some valves need to be equipped with actuators, or the parameters of the process medium in some valves will change. The question then arises: Should I keep the original actuator or replace it with another actuator to improve performance?
Longer service life
This article will introduce and compare the main performance characteristics of electric and pneumatic actuators.
Under normal circumstances, manufacturers will guarantee 10,000 operation cycles for electric actuators and 100,000 operation cycles for pneumatic actuators. Obviously, in terms of the number of operating cycles, the pneumatic actuator has a longer life because of its simpler structure. In addition, the friction contact surface of the pneumatic actuator is made of elastomer or polymer, and the worn O-rings and plastic guide elements are easy to replace.
As an electric actuator, there is usually a reduction gearbox from the motor to the output shaft. There are many gears that mesh with each other, which will wear out during operation. It is also worth noting that there is no need to change the lubricating grease during the entire life cycle of the pneumatic actuator.
Torque
One of the most important performance parameters of pipeline valve actuators is torque. The torque of an electric actuator depends on the design (constant component) and the voltage applied to the stator. The torque of a pneumatic actuator depends on the design (constant component) and the pressure of the air supply supplied to the pneumatic actuator.
Generally, the torque of the actuator needs to be greater than the maximum torque of the valve, or greater than the torque required to move the shutoff element. In actual use, the actual torque of the valve may be greater than the maximum torque stated by the manufacturer’s trademark, and also greater than the maximum torque of the actuator. This is undoubtedly an emergency.
If you continue to run the actuator, it may cause damage to the actuator and valve. If the torque of the valve increases, the motor will gradually increase the torque until it reaches the pull-out value (the pull-out value). This means that the mechanical structure is forced to output and withstand excessive torque beyond the design range.
Over torque protection
In order to prevent the equipment from being damaged under the above-mentioned conditions, the electric actuator can be equipped with some special devices. The most common is the torque switch, which can be mechanical (the common working principle is that the worm gear moves axially linearly in the state of over-torque); it can also be electronic (the common principle is to measure the stator current, or the Hall effect.). When the torque exceeds the designed maximum value, the torque switch can cut off the voltage of the stator and stop the actuator motor. There is no need for over-torque protection in pneumatic actuators. If the torque applied to the valve exceeds the specified limit, the physical properties of the compressed air will cause the pneumatic actuator to stop driving. Unlike electric actuators, the output torque of pneumatic actuators will not exceed the design limit. It can be considered that if the pipeline valve is equipped with a pneumatic actuator, the risk of equipment failure due to the torque exceeding the specified value is eliminated.
Explosion-proof design
If there are dangerous goods in the use environment, electric equipment may cause an explosion. Regarding the protection levels and protection methods in the hazardous environment, they are not included in this article due to space limitations.
Nevertheless, it is still necessary to emphasize that explosion-proof equipment must be used in environments with hazardous materials.
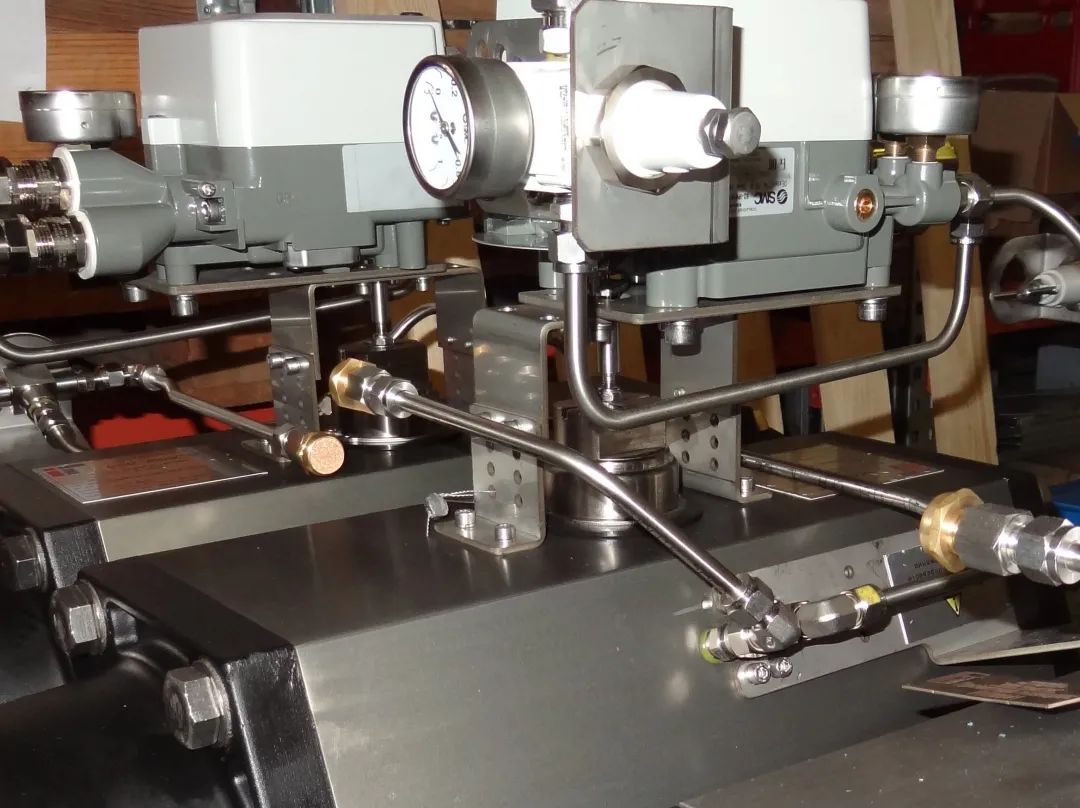
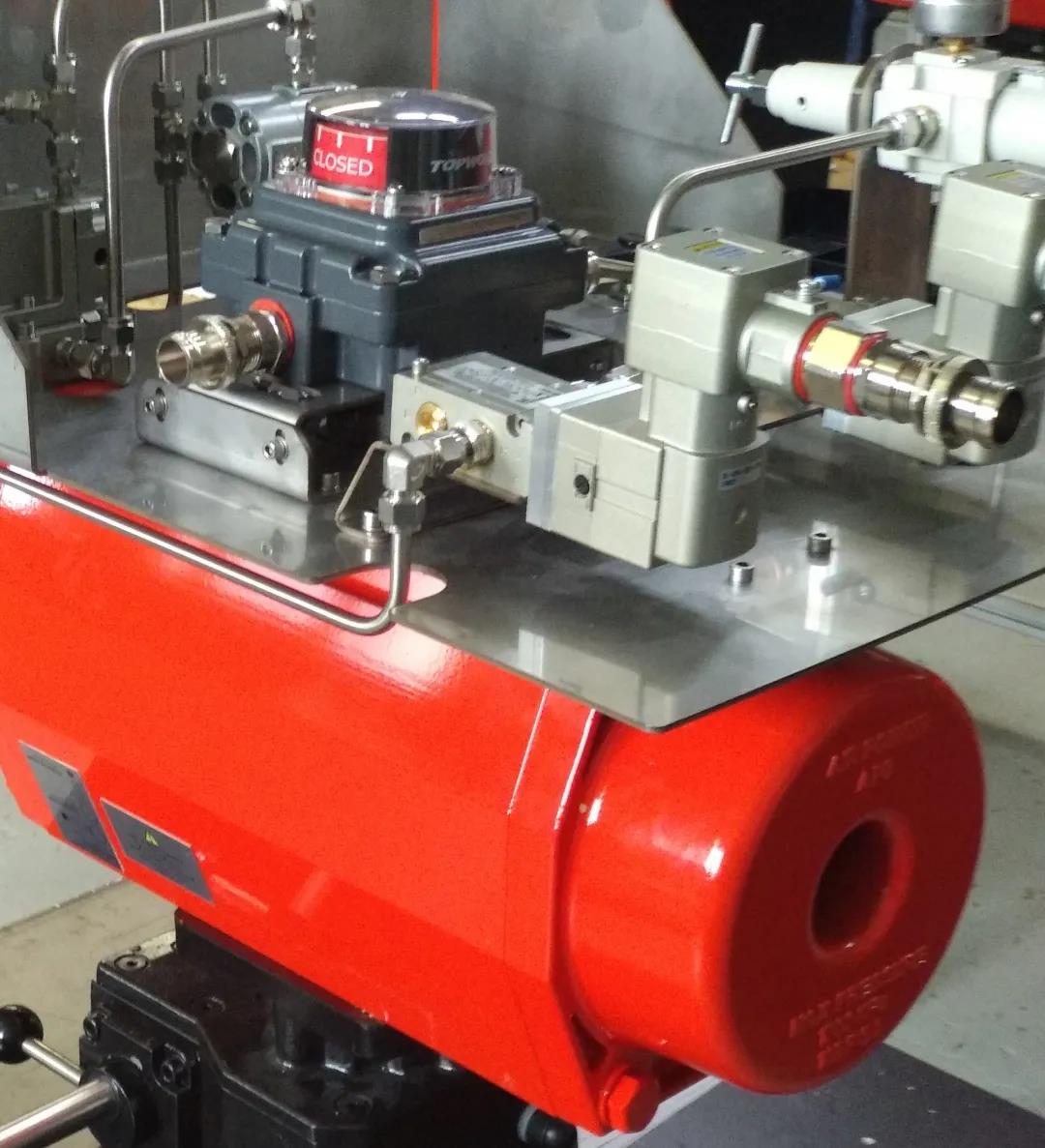
Compared with conventional industrial standard electric actuators, explosion-proof electric actuators for pipeline valves are more expensive and more complicated in design. Even if the pneumatic actuator is used in a hazardous environment, there is no potential risk of explosion. For pneumatic actuators, the special design for hazardous environment is also limited to positioners, solenoid valves and limit switches (Figure 1-3). Correspondingly, if a pneumatic actuator with an explosion-proof accessory is used to operate a pipeline valve, the cost will be significantly lower than that of an explosion-proof electric actuator with the same function.
Positioning
Pneumatic actuators have one of the most significant shortcomings. When the actuator reaches the middle of the stroke, the positioning is more complicated, which means that the positioning of the spool of the control valve is more difficult.
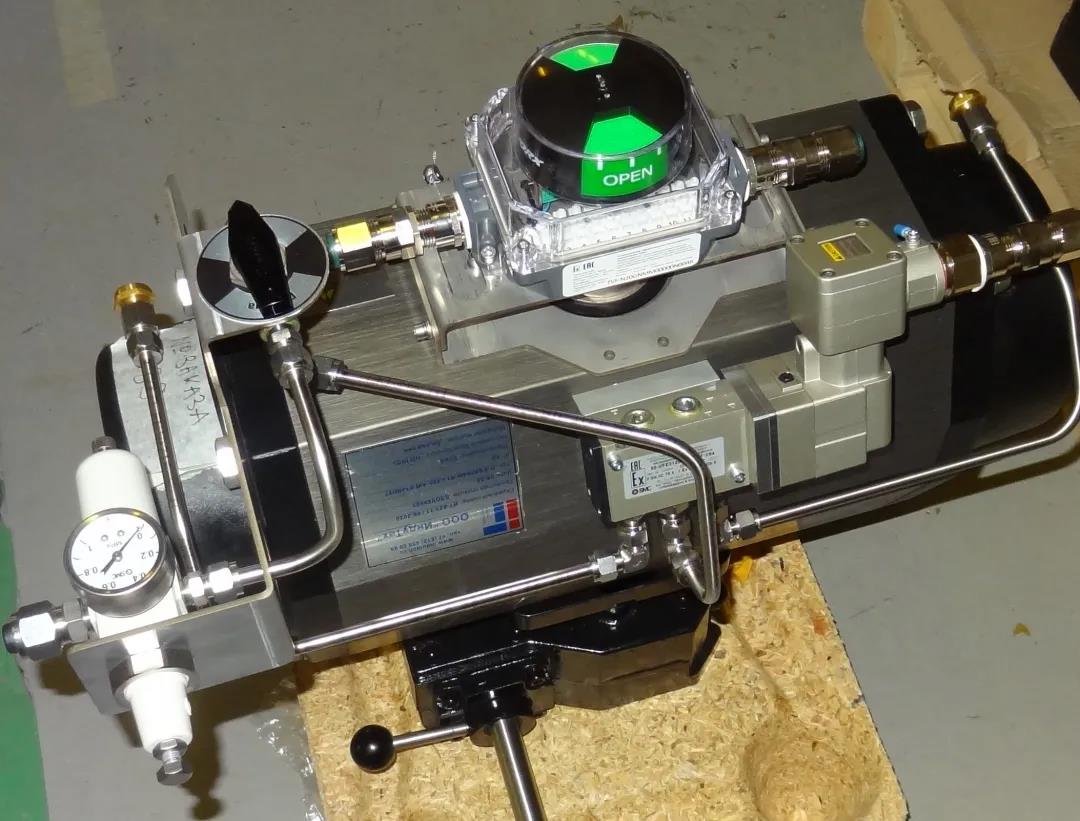
Due to the physical characteristics of air, the positioning accuracy of pneumatic actuators is several times lower than that of electric actuators. If the electric actuator adopts a stepping motor, its positioning accuracy is several orders of magnitude higher than that of a pneumatic actuator equipped with a positioner. The latter can only be used for systems that do not require high positioning accuracy or control accuracy. Pneumatic actuators used in pipeline valves have its own characteristics in structural design: all components of the control system are installed on the outer surface of the actuator, or outside the main structure. If you need to switch the operating mode from off to control, you need to replace the solenoid valve with a positioner. Since these two components are installed on the outside of the pneumatic actuator, and the design of the mating surface is the same, it is more convenient to remove the distributor and install the positioner. In other words, the same pneumatic actuator can be used for both shutdown and control by replacing the corresponding accessories (Figure 1-2).
Post time: May-10-2021